



JonnyAlpha
Member
- Messages
- 692
Metal looked thicker than 1mm. Once you have formed the cone shape (having allowed some extra for the pulling of the cone) then you would work out where the lip now needs to be in relation to the straight edges then gradually work it over an edge. Unlike folding a straight edge which you can do in one go, you have to form over a little at a time baring in mind that you are needing to stretch the metal and stop the cone from trying to flatten back out.
Ref hammer marks there is only a couple of light coats of zinc based primer so it is just a case of tapping the sheet over various bit of scrap/dollies.
Some one did post up a pic of a small wheeling machine using a G clamp and ball bearings which would allow for smoothing out dents and bumps. Think it's in the metal forming section somewhere but bit to tired to look and off working in mid Wales for next 3 days
The metal in the example above does look slightly thicker but on the side I'm doing its not??
Anyway wish I'd had seen your advice earlier, in the main the panel has turned out workable its just the underside folds that I messed up with. Here's what I did:
I made the straight fold at the top of the cone, then I made the 90 degree fold and tried to stretch the metal to form the cone, it started to shape but in the end I had to make some cuts in the fold and used a large piece of metal tubing to complete the shape.
I then cut the repair panel to fit using a mix of joggled edges for lap welding and end on end joints for butt welding.
Made a few errors along the way but nothing that cannot be fixed, could have been better but not bad for a first real effort.
I'll post some pics tomorrow.
Here's where I am so far:
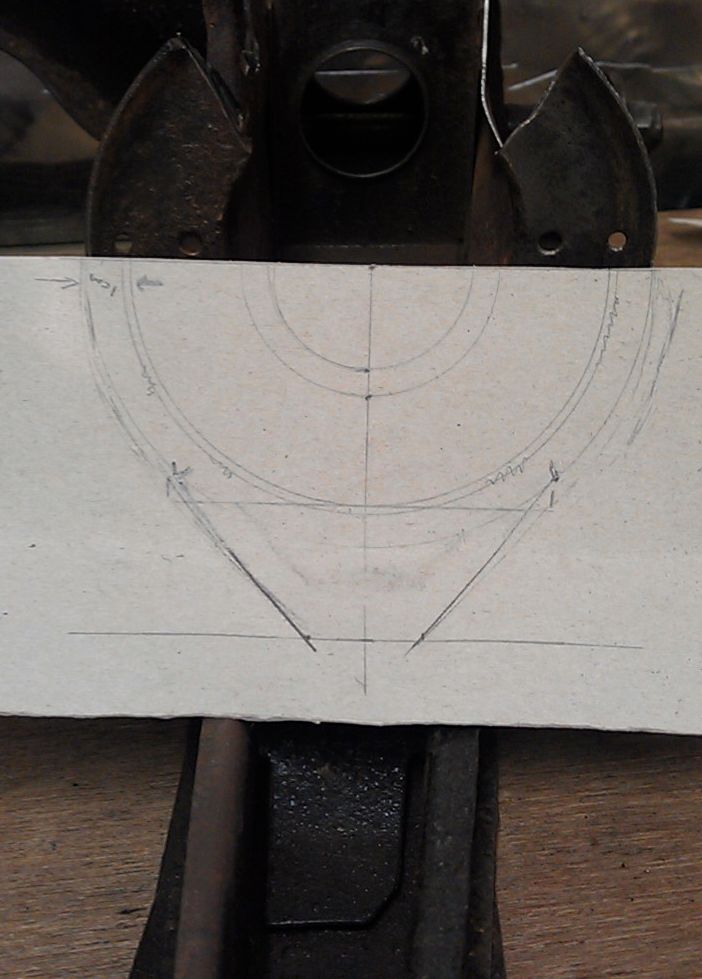
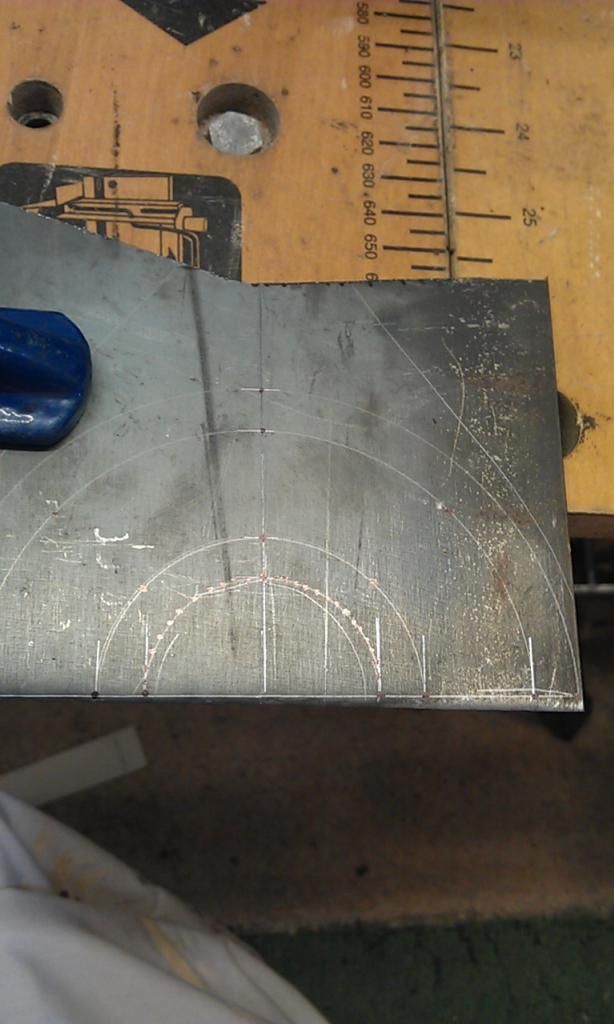
First after re-measuring I marked up the panel and made the initial fold at the top of the cone:
Then I made the 90 degree fold and tried to stretch the edge to form the cone, I had also made one cut before I made the 90 degree fold (first possible mistake I think:

You can see it sort of wanted to form but not enough so I introduce a large metal tube:
Two complete the cone shape I had to make another cut (poss another mistake) and then using a piece of bar forced down by hand / body weight I then completed the other folds with a light weight hammer, I also introduce more cuts rather than shrink the metal however I made a few boo boos (another mistake)


All the cuts however can be welded up so its not the end of the world, if I had been a little more bold and cut the underside fold to the correct size before it was folded I may not have needed the cuts but I didn't want to leave the folded edge too small, still everyday is a learning day!!
Here's the panel being test fitted before the joggled edges and but edges had been introduced on the left hand side:

Here's a nice pick of the left hand side once the joggles and but edges had been marked and cut, I decided on a mix of joggled edges and butted edges to improve strength?

The top R/H edge and bottom edges are joggled and the R/H edge of the cone is a butt (I couldn't work out how to joggle on a radius without flattening the curve?@?@?
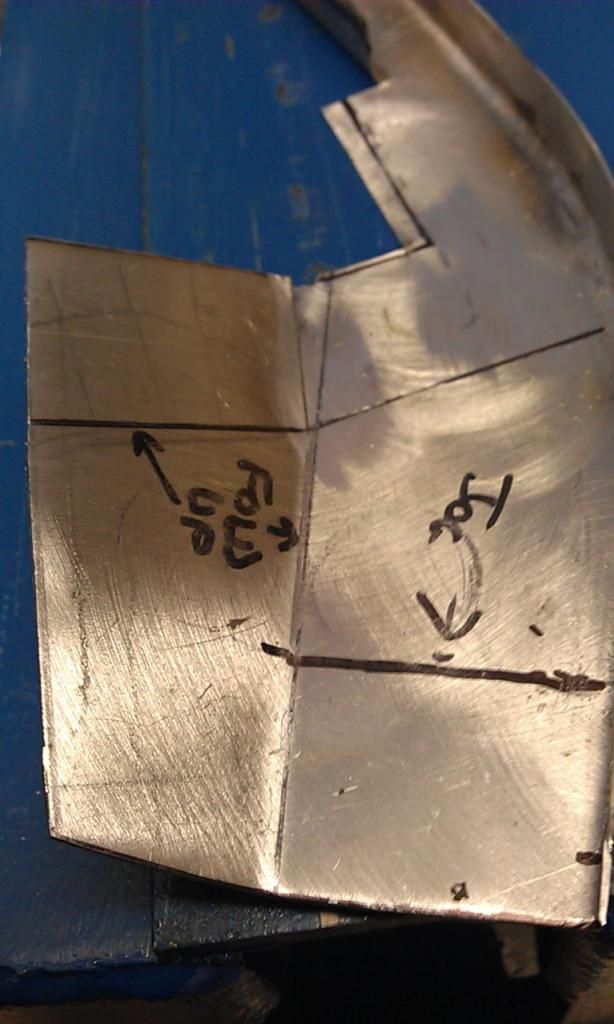
And finally here is a close up showing the horrendous mess I made of the underside internal curved folded edge:

The panel itself is a pretty good fit, its just the folded edge that I messed up!!!


")











