Mullet52
Member
- Messages
- 130
- Location
- UK
THESE ARENT MY WELDS
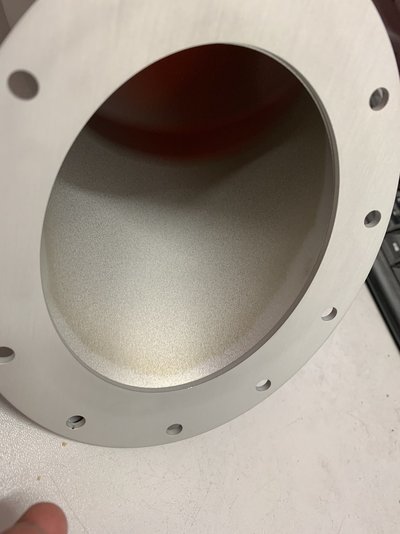
We’re having trouble with this certain part turning yellow when it’s meant to be anodised clear. The flat flange isn’t being effected. Just the filler neck. Here’s the process we’re using.
The flange is bolted to a 20mm thick aluminium jig plate
The jig plate is then heated to 200 degrees Celsius
The filler neck is tacked on and then welded.
The whole thing is then put on to the air bench to cool.
Some parts come back from anodise perfect. Some come back with this yellow tint. You can see it starts from where the outside of the cleaning zone would be. But it’s also happening on the inside.
Is the faster cooling rate because of the air bench causing them to come out this colour? Or is it too much heat?
Suggestions welcome
We’re having trouble with this certain part turning yellow when it’s meant to be anodised clear. The flat flange isn’t being effected. Just the filler neck. Here’s the process we’re using.
The flange is bolted to a 20mm thick aluminium jig plate
The jig plate is then heated to 200 degrees Celsius
The filler neck is tacked on and then welded.
The whole thing is then put on to the air bench to cool.
Some parts come back from anodise perfect. Some come back with this yellow tint. You can see it starts from where the outside of the cleaning zone would be. But it’s also happening on the inside.
Is the faster cooling rate because of the air bench causing them to come out this colour? Or is it too much heat?
Suggestions welcome