



You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Looking for tips
- Thread starter Snuffy
- Start date

Lawnmowerboy
Member
- Messages
- 2,165
Seems way too hot, you don't want much more than about 100 amps, With the lower amperage you can be a bit slower and more precise on feeding the filler rod in, what sort of stickout and arc length do you have, stickout of about 6mm and an arc gap of 3mm at most
gas flow should be about 8LPM in decent conditions, finally a newbie that realises the importance of clean metal.
gas flow should be about 8LPM in decent conditions, finally a newbie that realises the importance of clean metal.
Snuffy
New Member
- Messages
- 8
Seems way too hot, you don't want much more than about 100 amps, With the lower amperage you can be a bit slower and more precise on feeding the filler rod in, what sort of stickout and arc length do you have, stickout of about 6mm and an arc gap of 3mm at most
gas flow should be about 8LPM in decent conditions, finally a newbie that realises the importance of clean metal.
lol I Hit it with a grinder then a brush then acetone. I think I got it pretty clean. I haven't measured the stick out but I keep it short. Flow is set at 10lpm at the moment. I've been thinking about turning it down to 9 or 8. An hour or so after I ran that bead, I set up a halogen light to help me see better. It's working so good I initially thought my hood wasn't working. I should be better able to follow a straight line now.
oilcooled :)
Pipe Welder, Mechanical engineer
- Messages
- 986
- Location
- Ireland
Hold your torch with the good hand and teach your weak hand to feed wire is best, 10 lpm of fine, 90 to 100 amp, get wire in asap as soon as you start welding to avoid contamination,
Paul.
Moderator
- Messages
- 7,052
- Location
- Northampton. UK
Ten litres per minute, you boys really like to waste gas. if you are welding indoors away from drafts you normally wont need more than about 6 or 7lpm on steel, in a fillet even less.
I rarely push more than 5lpm through the torch in the workshop and have no problems at all,
For 4mm steel 90 to 100 amps is a good starting point, I would be using a 1.6 electrode, a 2.4 will need a bit more power.
Before you start on joints practice running a few beads, scribe a line on a plate so you have a course to follow, slope the torch back around 20deg from vertical, keep a tight arc, the arc is cone shaped so the bigger the arc gap the wider the and less controllable the arc will be, 1.6 filler rod is fine, but when welding make sure that the hot end of the rod stays within the gas shield, if you withdraw it it will oxidise and you then put that oxidation back into the pool with the next dab of filler,
Cleanliness is good, but a clean with a flap or sanding disk is good enough, unless your job has oil on it acetone is not necessary, in fact in all the years I have been welding I have never used it on new material, might occasionally degrease something that's been machined.
Use whatever hand feels comfortable, right handed people usually hold the torch in the right hand and travel right to left.
All the information you need to get started is in the tutorial including some videos which show the torch angles and rod feeding technique, http://www.mig-welding.co.uk/tig-tutorial.htm
I rarely push more than 5lpm through the torch in the workshop and have no problems at all,
For 4mm steel 90 to 100 amps is a good starting point, I would be using a 1.6 electrode, a 2.4 will need a bit more power.
Before you start on joints practice running a few beads, scribe a line on a plate so you have a course to follow, slope the torch back around 20deg from vertical, keep a tight arc, the arc is cone shaped so the bigger the arc gap the wider the and less controllable the arc will be, 1.6 filler rod is fine, but when welding make sure that the hot end of the rod stays within the gas shield, if you withdraw it it will oxidise and you then put that oxidation back into the pool with the next dab of filler,
Cleanliness is good, but a clean with a flap or sanding disk is good enough, unless your job has oil on it acetone is not necessary, in fact in all the years I have been welding I have never used it on new material, might occasionally degrease something that's been machined.
Use whatever hand feels comfortable, right handed people usually hold the torch in the right hand and travel right to left.
All the information you need to get started is in the tutorial including some videos which show the torch angles and rod feeding technique, http://www.mig-welding.co.uk/tig-tutorial.htm
Drains
Yeah, nah.
- Messages
- 7,718
- Location
- Sefton, South Island, NZ
Leave a gap between the pieces you're welding. Use a piece of filler rod to set the gap and bridge the gap with tacks. As you weld, push the rod into the gap. You can use far lower amps, have more control and get much better penetration.
- Messages
- 14,626
- Location
- UK
Leave a gap between the pieces you're welding. Use a piece of filler rod to set the gap and bridge the gap with tacks. As you weld, push the rod into the gap. You can use far lower amps, have more control and get much better penetration.
...and the plate will pull like hell with a gap?
Drains
Yeah, nah.
- Messages
- 7,718
- Location
- Sefton, South Island, NZ
...and the plate will pull like hell with a gap?
That's what the tacks are for.
There's also less likelihood that the plates will pull up too, as the weld is much better distributed top to bottom of the joint, rather than sitting on top of the joint.
Also, with thin material if you butt the edges up tight you're as likely as anything to get buckling/ ridges/ waviness as the joint contracts onto itself. That doesn't happen with a gap.
This is standard first year apprentice stuff (at least it was in my apprenticeship).
- Messages
- 14,626
- Location
- UK
How thin is 'thin'?
Drains
Yeah, nah.
- Messages
- 7,718
- Location
- Sefton, South Island, NZ
How thin is 'thin'?
Well thin is one or two mill or maybe three if we're talking buckling. Even the four used above you can do a full pen weld without a ground on prep. But even if you're doing ten mill, surely you put a prep on unless you have a high power welder (mig or flux core) that can push right into the material. And you'd have to turn it over and go in from the other side too.
Or do you have another way of dealing with butts?
- Messages
- 14,626
- Location
- UK
Or do you have another way of dealing with butts?

With 500A migs at our disposal, yeah, blast 10/12mm thick maybe more with no prep.
Depends what the spec is, but more often than not a bevel to both sides on 15mm + thicknesses.
We don't really do much with plate/section under 5-6mm. Leaving gaps (with what we do anyway) is a receipe for pulling when welding up. Id rather see the plates tight together and a bigger prep.
Drains
Yeah, nah.
- Messages
- 7,718
- Location
- Sefton, South Island, NZ
With 500A migs at our disposal, yeah, blast 10/12mm thick maybe more with no prep.
Depends what the spec is, but more often than not a bevel to both sides on 15mm + thicknesses.
We don't really do much with plate/section under 5-6mm. Leaving gaps (with what we do anyway) is a receipe for pulling when welding up. Id rather see the plates tight together and a bigger prep.
Aye, sounds right.
With thin stuff on tig - and even thin stuff on mig, I find it much easier to pour weld into the gap with low current/volts. To get full pen with no gap you have to turn up the juice and there's far more chance of no pen, messy wide pen or even dropping through.
Definitely not the same thing when you're running 42v
Snuffy
New Member
- Messages
- 8
Here in a couple of weeks, I plan on ordering a #9 torch and the 1.6mm bits. Right now I'm using the torch that came with the machine which is way too big for my liking. I've given up on trying to prop my torch hand with the thing so for the moment I'm free handing everything. The other thing is I seem to have a much easier time with thinner material. I've gone down to 0.8mm even with the 2.4mm tungsten with better results. It's just when I get above a certain thickness that I start running into trouble. Most of my experience is with MIG and I'm very familiar with root gaps. I was just under the impression shouldn't do it with TIG. I will give some of the tips provided a try today and see how it works.
And I really don't like wasting gas. I'll drop down to 6lpm and see how it works out.
And I really don't like wasting gas. I'll drop down to 6lpm and see how it works out.
Paul G
Member
- Messages
- 932
Butt in 4mm steel
Prep the edges to a depth of 2.5 to 3mm.
This will give a land or root face of 1.5 to 1mm.
Tack together with no gap using no filler rod. (or very little)
A 2.4 tungsten will be fine if sharpened to a fine point. (4 x dia)
You will be able to weld this on almost half the amps you have been using
which will have the following advantages:-
You will see the joint better so no wandering off line.
You'll get penetration without even trying.
You will limit distortion due to lower heat input, and there's no gaps to close up.
You'll get the "row of dimes" effect instead of those vee shaped solidification lines.
Note.
If you watch the edges of the weld pool and only just melt into the top surface you'll keep on the
"straight & narrow" so to speak.
The trick will be the right amount of filler rod to give a convex weld profile.
HTH
Paul G
Prep the edges to a depth of 2.5 to 3mm.
This will give a land or root face of 1.5 to 1mm.
Tack together with no gap using no filler rod. (or very little)
A 2.4 tungsten will be fine if sharpened to a fine point. (4 x dia)
You will be able to weld this on almost half the amps you have been using
which will have the following advantages:-
You will see the joint better so no wandering off line.
You'll get penetration without even trying.
You will limit distortion due to lower heat input, and there's no gaps to close up.
You'll get the "row of dimes" effect instead of those vee shaped solidification lines.
Note.
If you watch the edges of the weld pool and only just melt into the top surface you'll keep on the
"straight & narrow" so to speak.
The trick will be the right amount of filler rod to give a convex weld profile.
HTH
Paul G
Snuffy
New Member
- Messages
- 8
Ran a few practice beads this morning. I really have a much easier time with the thinner stuff. I also decided to play around with the pulse controls as well. Seams to make up for my lack of talent a bit.
Sheet .08mm
Tungsten: Still have the 2.4mm Cer
Filler: 1.6mm SG-2
Amps: 50
Pulse time: .01 sec
Background Amps: 20
Background time: .02 sec
Photobucket really hates me. Either flip your monitor upside down or pretend I'm a lefty.

Sheet .08mm
Tungsten: Still have the 2.4mm Cer
Filler: 1.6mm SG-2
Amps: 50
Pulse time: .01 sec
Background Amps: 20
Background time: .02 sec
Photobucket really hates me. Either flip your monitor upside down or pretend I'm a lefty.
langy
langys rodshop
- Messages
- 6,095
- Location
- London
...and the plate will pull like hell with a gap?
I wouldn't use a gap either, As Paul says use nice tight joints.
2.4 is too big in my opinion 1.6 is fine, I rarely use more than 5-6lpm, As Paul said its wasting gas
Snuffy
New Member
- Messages
- 8
Tried the bevel and root gap with little success. At 120 amps I managed to get more but not full penetration. I had it beveled to about a 2mm land and gapped it with a 1.6mm wire stub I had nearby. Made 3 passes at it and the 3rd was so hot it flattened out as bad as the earlier pics. Will post up a pic of it shortly.
Snuffy
New Member
- Messages
- 8
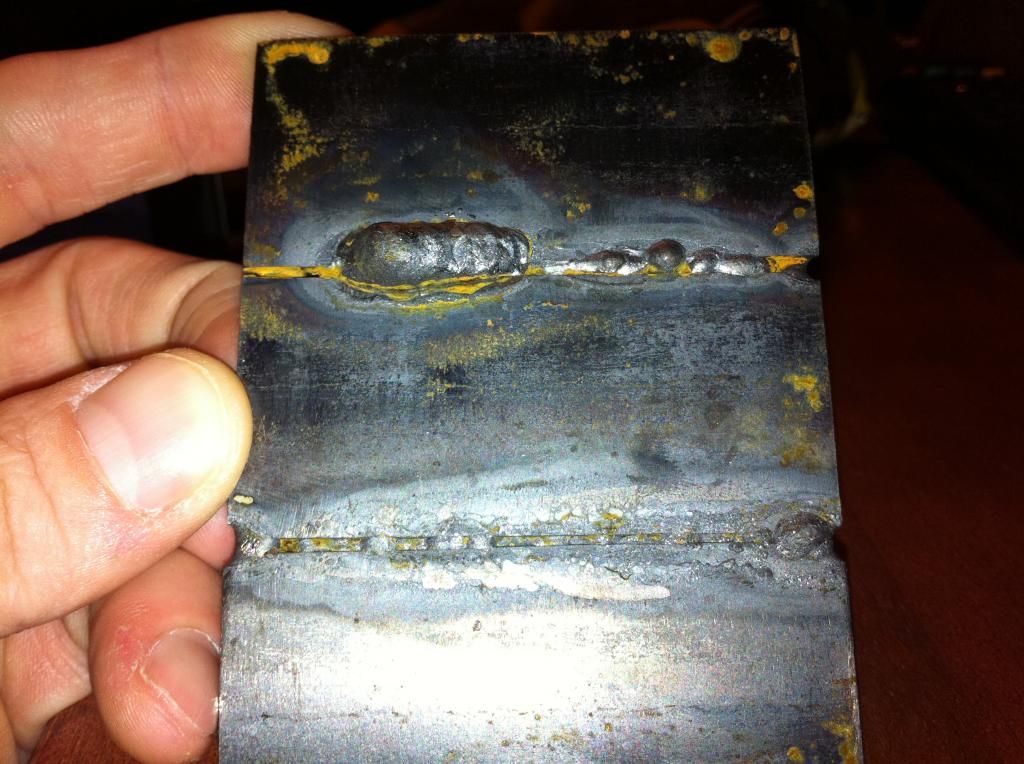
1st attempt I ran 3 beads at 120Amps. As you can see with the 3rd bead, I shoulda waited a bit for it to cool down. Still not getting full penetration.
On the top I tried it again but slowed down considerably. That didn't work out too well either.
Ignore the rust. It's been sitting on the garage floor since I did it. It was as clean as the other when I did it.

On the top I tried it again but slowed down considerably. That didn't work out too well either.
Ignore the rust. It's been sitting on the garage floor since I did it. It was as clean as the other when I did it.
Okay i've gone about this is in the wrong way but hopefully might be of some use...
6mm thick (closest thickness wise to hand in the form of convenient chunk of strip in the bin)
I'm in the leave a root gap camp once beyond thin sheet that can be cut tinsnips. Easier to weld neatly IMO and if anything distorts less.
6mm should really be bevelled as well as gapped but i couldn't be bothered so we have...

Gapped using 2.4mm wire. Without a bevel it's very difficult to see the edges being broken down (consumed by the weld pool). Tacked it at 130A but decided that wasn't enough so turned it up to 150ish (wasn't paying much attention, just flicked the amps dial a couple of times)

A bit rough and inconsistant but i carried on and then capped it, probably closer to 120A for the capping run (was using a pedal, had it floored for the root run, didn't for the cap)
Chopped it in half, for the distortion part of the thread note it was cropped not cut and then tickled with a grinder. that's why the edges are a bit curly. For anyone not already aware note that cropping welds ain't good practice for shears...

top side, you can see a touch of undercut that i'm gonna blame on the millscale i couldn't be bothered to clean back properly. Note that the 2.4 wire no longer fits throught the gap. That's why many of us prefer a larger gap
i couldn't be bothered to clean back properly. Note that the 2.4 wire no longer fits throught the gap. That's why many of us prefer a larger gap

Root side, again plenty of missed edges and inconsistancies. This is where bevelling stuff comes in as you watch the edges breaking down (whether knife edged or with a land) and just keeping filling the key hole (the tutorials show this)...

With the tightish gap and no prep the weldpool was 'rolling' into the gap making it harder to see what's going on. Couple that with the larger weld pool being carried and it makes putting a neat root pass a lot harder
6mm thick (closest thickness wise to hand in the form of convenient chunk of strip in the bin)
I'm in the leave a root gap camp once beyond thin sheet that can be cut tinsnips. Easier to weld neatly IMO and if anything distorts less.
6mm should really be bevelled as well as gapped but i couldn't be bothered so we have...
Gapped using 2.4mm wire. Without a bevel it's very difficult to see the edges being broken down (consumed by the weld pool). Tacked it at 130A but decided that wasn't enough so turned it up to 150ish (wasn't paying much attention, just flicked the amps dial a couple of times)
A bit rough and inconsistant but i carried on and then capped it, probably closer to 120A for the capping run (was using a pedal, had it floored for the root run, didn't for the cap)
Chopped it in half, for the distortion part of the thread note it was cropped not cut and then tickled with a grinder. that's why the edges are a bit curly. For anyone not already aware note that cropping welds ain't good practice for shears...
top side, you can see a touch of undercut that i'm gonna blame on the millscale
i couldn't be bothered to clean back properly. Note that the 2.4 wire no longer fits throught the gap. That's why many of us prefer a larger gapRoot side, again plenty of missed edges and inconsistancies. This is where bevelling stuff comes in as you watch the edges breaking down (whether knife edged or with a land) and just keeping filling the key hole (the tutorials show this)...
With the tightish gap and no prep the weldpool was 'rolling' into the gap making it harder to see what's going on. Couple that with the larger weld pool being carried and it makes putting a neat root pass a lot harder
