



fitz the viking
New Member
- Messages
- 15
- Location
- leicester
Im having a go at tigging some aluminium. 1.5 - 2mm thickness. just playing around looking to learn a new skill.
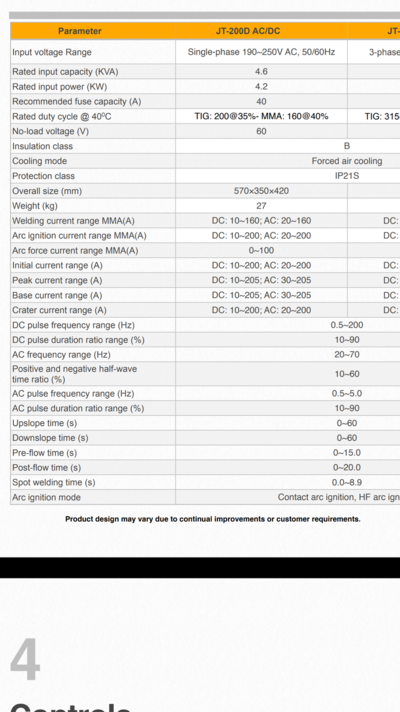
I'm using a jasic 200p ac dc digital and the max frequency is 70hz. from what I have read that is what I should be using on thicker material or butt welds. I'm struggling focusing the arc on fillet welds and will melt the vertical piece first, as predicted just running a bead on flat material I can get a not bad ish run. are there any other settings i can use to compensate for the lack of frequency?
so for my material my current settings are 90a dc,12cfm 100% argon, using a 2.4mm thoriated tungsten. I would show pictures of my efforts but no one wants to see that") cheers all.
cheers all.
I'm using a jasic 200p ac dc digital and the max frequency is 70hz. from what I have read that is what I should be using on thicker material or butt welds. I'm struggling focusing the arc on fillet welds and will melt the vertical piece first, as predicted just running a bead on flat material I can get a not bad ish run. are there any other settings i can use to compensate for the lack of frequency?
so for my material my current settings are 90a dc,12cfm 100% argon, using a 2.4mm thoriated tungsten. I would show pictures of my efforts but no one wants to see that
cheers all.

 bought it as 2 people I know use them. mainly steel but mess around with aluminium. I like working with ally so i may have to upgrade at some point. transformer machines coped for a while with 60hz so my belligerence is tough to beat. still though your right, wrong tool, expensive mistake.
bought it as 2 people I know use them. mainly steel but mess around with aluminium. I like working with ally so i may have to upgrade at some point. transformer machines coped for a while with 60hz so my belligerence is tough to beat. still though your right, wrong tool, expensive mistake.