C
Chris Stevens
Guest
180 would probably do it for a one off job, if plates were very carefully prepared, but not much chance of anything other than cosmetic weld without time consuming prep work first............




Prep work only aids penitration. Fusion is the problem or lack of should we say.180 would probably do it for a one off job, if plates were very carefully prepared, but not much chance of anything other than cosmetic weld without time consuming prep work first............
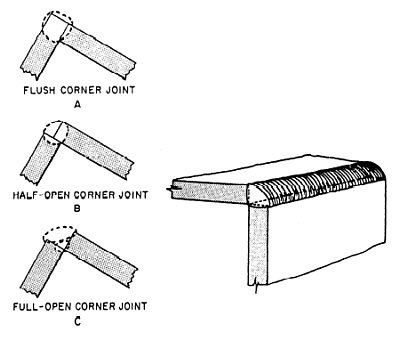
So what do you call that joint?It's quite apparent what it is in your first photo. I think you might want to check out the text books
I thought this was a corner joint....It's quite apparent what it is in your first photo. I think you might want to check out the text books
I'm sorry if I appear to be confrontational ,not my intention at all, but I find it very hard to go against evidence. As I said there are better or ideal ways to weld 12mm plate but according to the results that I've arrived at this method has proven to be adequate. Not perfect mind.I can't be bothered to argue about it. I give up
I completely agree with you.This argument will continue until everyone accepts they are talking about two different issues altogether.
1. Welded to provide a hold between two parts to do a specific task with little chance of failure.
2. Welded with industry standard penetration/fusion, that could be proven by accepted testing methods.
In this case the machine mentioned will manage No 1 but not in my opinion No 2.
Similar to tightening bolts at the correct torque, if your torque wrench is only capable of 75% of the required force then the bolt will in all probability be ok and no issues will ever arise, however it is still not at the correct torque and some clever testing would prove that ensures a weakness to the designed standard.